

在现代化工、食品、医药等行业的生产流程中,物料的自动化输送已成为提升效率、保障品质的关键环节。针对流动性好、颗粒均匀的物料如白砂糖、奶粉、淀粉、化工原料等,白砂糖螺旋上料机凭借其高效、稳定、卫生的输送性能,正成为众多企业实现连续化、密闭化生产的理想选择。本文将为您全面解析这款专业设备的核心优势、技术参数及应用场景,助您做出明智采购决策。

一、产品特点:专为精细颗粒物料设计
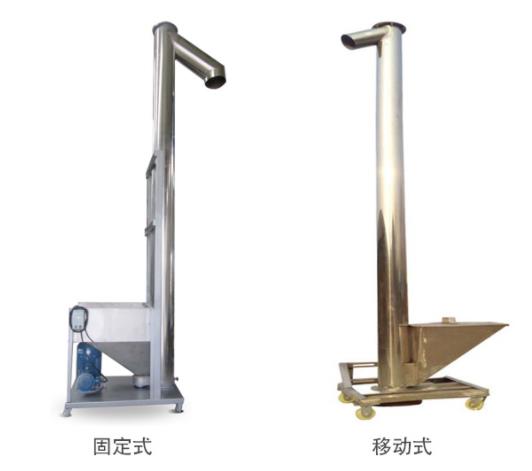
白砂糖螺旋上料机(又称螺旋提升机)采用全封闭式结构设计,有效防止粉尘外溢,满足食品与化工行业对洁净环境的严苛要求。设备主体采用304或316L不锈钢材质,接触物料部分经过镜面抛光处理,符合GMP和FDA卫生标准,杜绝交叉污染,确保白砂糖等食品原料的纯净安全。
该设备核心部件为高强度螺旋轴与耐磨螺旋叶片,通过精密加工确保运转平稳、噪音低。独特的螺旋结构设计,使物料在提升过程中受力均匀,避免破碎或结块,特别适合白砂糖这类易碎、易吸潮的颗粒物料。同时,设备配备变频调速系统,可根据生产需求灵活调节输送速度,实现精准供料。
二、技术参数:稳定可靠,适应多种工况
型号:LS-200 / LS-300 / LS-400(可根据需求定制)
输送能力:5-50吨/小时
提升高度:2-15米(可定制)
电机功率:1.5-7.5kW
材质:304/316L不锈钢
驱动方式:SEW减速电机 + 变频控制
进料方式:水平进料、倾斜进料
出料方式:顶端出料、侧向出料
工作环境:-10℃ ~ +80℃
防护等级:IP55
所有螺旋上料机出厂前均经过严格动平衡测试与空载运行检测,确保设备在长期高负荷运行下依然保持稳定性能。
三、使用场景:广泛应用于多行业自动化产线
在食品行业,白砂糖螺旋上料机常用于糖果、饮料、烘焙、乳制品等生产线,将白砂糖从原料仓自动提升至混合罐或包装机,实现无人化操作,减少人工干预带来的污染风险。
在化工行业,该设备适用于输送各类粉体、颗粒状化工原料,如PVC粉、碳酸钙、颜料等。其密闭式输送方式有效防止有毒有害粉尘扩散,保障车间空气质量与员工健康。
此外,在制药、饲料、新能源材料等领域,螺旋提升机也因其结构紧凑、维护简便、能耗低等优点,成为自动化输送系统中的核心设备。
四、购买理由:为何选择我们的白砂糖螺旋上料机?
品质保障:采用国标不锈钢材质,关键部件进口配置,设备寿命长达10年以上。
定制化服务:可根据客户现场空间、物料特性、产能需求提供非标设计,支持U型、管式、垂直等多种螺旋上料机结构。
节能环保:低功耗电机搭配变频控制,节能30%以上,符合绿色生产趋势。
安装便捷:模块化设计,现场安装快速,调试简单,缩短投产周期。
售后服务完善:全国多地设有服务网点,提供24小时技术响应,终身维护。
五、总结
无论是食品行业的白砂糖输送,还是化工领域的粉体提升,螺旋提升机都以其高效、安全、卫生的特性,成为现代工业自动化不可或缺的一环。选择一款性能优异的白砂糖螺旋上料机,不仅能大幅提升生产效率,更能有效控制生产成本,提升产品品质。我们致力于为客户提供专业、可靠的螺旋上料机解决方案,助力企业实现智能化、可持续发展。
立即联系我们,获取免费方案设计与报价,让您的生产线更高效、更智能!



 客服1
客服1