

宝山区螺旋上料机以垂直或倾斜输送革新者姿态,为化工、食品企业提供三重保障, 技术保障:304不锈钢螺旋提升机实现100米高精度密封输送,杜绝交叉污染;成本保障:自动化投料降低人工成本50%,能耗节省25%
一、产品核心特点:精准匹配行业需求
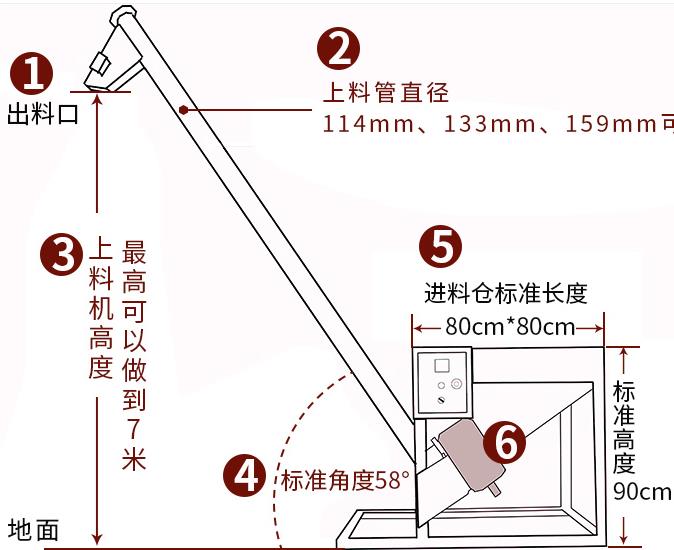
宝山区螺旋上料机专为化工、食品等高标准行业设计,具备四大差异化优势:
密封防污染:全封闭不锈钢结构(304材质),杜绝物料泄露,符合食品医药级卫生标准,尤其适用于奶粉、添加剂等易污染场景。
高效节能:螺旋叶片采用激光切割工艺,间隙≤3mm,输送量达1-15吨/小时,能耗比传统设备降低25%。
灵活定制:支持管径127mm以上定制,提升高度1-100米可调,适配反应釜、包装机等不同工位。
智能控制:PLC自动感应料位,实现无人化喂料,解决化工车间粉尘安全隐患。
二、权威技术参数(参考行业标准)
| 参数项 | 技术指标 | 适用场景 |
|---|---|---|
| 输送能力 | 1-15吨/小时 | 化工原料/食品粉体连续生产 |
| 电机功率 | 0.75-7.5kW(变频可选) | 节能降耗需求产线 |
| 材质 | 304不锈钢/碳钢防腐处理 | 酸碱性化工环境 |
| 提升高度 | 定制化(最高100米) | 多层厂房垂直输送 |
| 管径范围 | Ø127-500mm | 颗粒/粉末差异化输送 |
三、化工食品行业落地场景
化工领域:
粉状树脂自动投料至反应釜,避免人工接触腐蚀性物料
农药颗粒密封输送,解决毒性粉尘泄漏风险
食品制药:
螺旋提升机联动包装机,完成奶粉/淀粉定量灌装
调味品生产线无缝上料,通过FDA卫生认证
复合工艺:
搭配混合机实现投料-搅拌一体化,提升兽药生产效率40%

四、选择宝山区设备的5大理由
成本优势:
占地面积减少50%,老旧车间改造首选
维护成本低,轴承防尘设计寿命超5年
安全合规:
清料门断电保护,符合化工防爆要求
食品级材质通过SGS认证
产能提升:
输送速度较传统设备快3倍,解决生产瓶颈
定制服务:
宝山区本地化生产,支持48小时急单交付
政策支持:
享受长三角制造业设备补贴(区域政策关联)
五、总结:螺旋输送技术赋能产业升级
宝山区螺旋上料机以 “智能、安全、高效” 为核心,通过螺旋提升机的结构性创新,为化工、食品企业提供:
✅ 粉尘0泄漏的洁净生产环境
✅ 能耗降低30% 的绿色解决方案
✅ 1年质保+终身维护的本地化服务
选择宝山区螺旋提升机,不仅是设备升级,更是迈向工业4.0的关键一步!



 客服1
客服1