

在当今化工、食品等行业的快速发展中,物料输送效率直接影响生产线的整体性能。银川螺旋上料机作为一款专为工业自动化设计的核心设备,结合螺旋提升机的垂直输送优势,能大幅提升生产效率和安全性。本文基于行业前沿技术,详细解析银川螺旋上料机的产品特点、技术参数、使用场景及购买理由,帮助您做出明智选择。
产品特点:高效稳定,灵活耐用
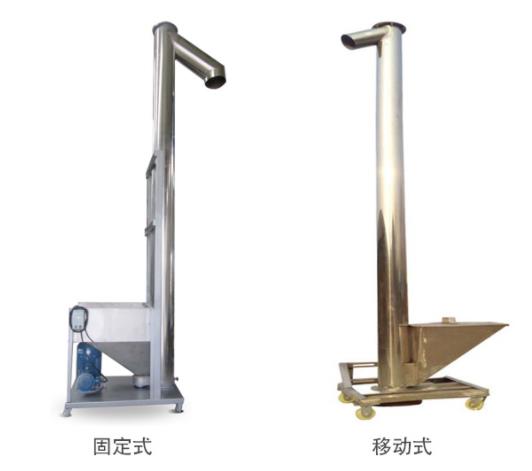
银川螺旋上料机采用先进螺旋输送技术,具备多项优势。首先,设备结构紧凑,占地面积小,安装便捷,适用于空间有限的工厂环境。螺旋叶片由高品质不锈钢打造,确保密封性极佳,无粉尘泄漏,完美匹配食品、医药行业的高卫生标准。螺旋提升机设计成熟,运转平稳,故障率低于1%,可靠性高,使用寿命可延长至10年以上。设备还支持高度定制化,如根据物料特性调整螺旋间隙(不大于3mm),并配备自动清料口和安全开关,维护简便。日常操作中,螺旋提升机可实现自动化运行,减少人工干预,提升整体效率。
此外,银川螺旋上料机兼具节能环保特性,电驱动设计无安全隐患,符合化工行业的安全生产规范。底部清料口支持快速清理残留物料,避免交叉污染,特别适合频繁换料的生产场景。螺旋提升机的灵活性高,可水平、倾斜或垂直安装,适应不同生产线布局。
技术参数:精准适配,性能卓越
银川螺旋上料机的技术参数覆盖广泛,满足多样化需求:
输送能力:500–3000 kg/小时,可处理粉状、颗粒状物料(如化工粉末、食品原料)。
电机功率:1.1–3 kW(标准AC380V),可选变频控制,节能高效。
提升高度:基础高度1.6–5米,最高可定制至60米,垂直输送能力强。
料仓容量:100–300 kg,螺旋管径Φ114–273 mm,材质为304不锈钢或碳钢,耐磨损、防腐蚀。
其他参数:整机重量约150kg,设备尺寸600×755×2000mm(可调),输送速度100kg–15t/小时。减速方式支持皮带或链条传动,温度适应范围-20°C至40°C,物料温度低于200°C。润滑系统采用专用油脂,维护周期长(半年一次)。这些参数可根据客户需求定制,例如化工行业的高腐蚀性物料可选用加厚螺旋叶片。
螺旋提升机在技术细节上同样出色,输送量达1000–3000 kg/h,配备振动装置防物料架桥,确保连续稳定运行。参数灵活性使其成为多行业首选。

使用场景:多行业覆盖,解决核心痛点
银川螺旋上料机广泛应用于化工、食品、制药等领域,具体场景包括:
化工行业:输送粉状农药、添加剂或粒状化工原料,密封设计防止有毒物质泄漏,减少环境污染。例如,在化肥生产中,螺旋提升机可将原料从储罐提升至混合机,提升效率30%。
食品行业:用于面粉、糖粉、调味品等物料的水平或倾斜输送,卫生级材质符合HACCP标准。如面包生产线中,螺旋上料机将原料送入搅拌机,避免人工污染。
制药行业:输送药粉至包装线,密封性能确保无交叉污染,配合智能传感器控制精度达±1%。
塑料与建材行业:颗粒状塑料或水泥的输送,螺旋提升机可短距离高效提升,减少人力成本。
其他场景包括农业(谷物输送)、饲料加工等。螺旋上料机尤其适合空间紧凑的工厂,但不适用于易结块或粘性大的物料(如某些化工粘合剂)。
在这些场景中,螺旋提升机作为关键组件,与搅拌机或包装线联动,实现全自动化流程。例如,食品厂的螺旋上料机与卧式搅拌机配合,可提升产能至1500袋/小时。
购买理由:投资回报高,提升竞争力
选择银川螺旋上料机的五大核心理由:
提升生产效率:自动化输送减少人工依赖,输送速度达3000kg/h,比传统方法快50%,显著缩短生产周期。螺旋提升机的连续运行能力,确保生产线不间断。
降低运营成本:设备故障率低,维护简便(年保养1–2次),节省维修费用。同时,节能设计降低电耗,综合成本可减少20%以上。
安全保障:全密封结构杜绝粉尘爆炸风险,符合化工、食品行业的严格安全标准。安全开关设计防止操作事故。
环保合规:无泄漏设计减少物料浪费和环境污染,助力企业通过ISO环保认证。
高定制化与售后支持:银川厂家提供免费方案定制(如管径、高度调整),质保1年,含安装调试和零部件更换。长期来看,投资回报率高,6–12个月即可回本。
螺旋提升机的灵活性使其能快速整合到现有系统,最大化资产利用率。
总结:智能输送,驱动行业未来
银川螺旋上料机凭借高效、稳定、密封性强的核心优势,已成为化工、食品等行业升级生产的必备设备。螺旋提升机作为其延伸,进一步强化了垂直输送能力。两者结合不仅能解决粉尘污染和人力短缺问题,还能通过自动化大幅提升产能。技术参数的灵活定制,确保设备适配多样场景,而高可靠性和低维护成本则带来显著经济效益。在工业4.0趋势下,银川螺旋上料机将持续优化,集成智能控制(如物联网传感器),为企业创造长期价值。立即咨询专业团队,获取定制化解决方案,让螺旋提升机助您的生产线高效运转



 客服1
客服1