

红河螺旋上料机凭借高效密封、智能防堵、深度定制三大核心优势,已成为化工、食品、制药行业自动化升级的关键设备。其灵活的技术参数(输送量0.1-18吨/小时,高度≤100米)覆盖全场景需求

一、产品核心特点:高效·密封·智能
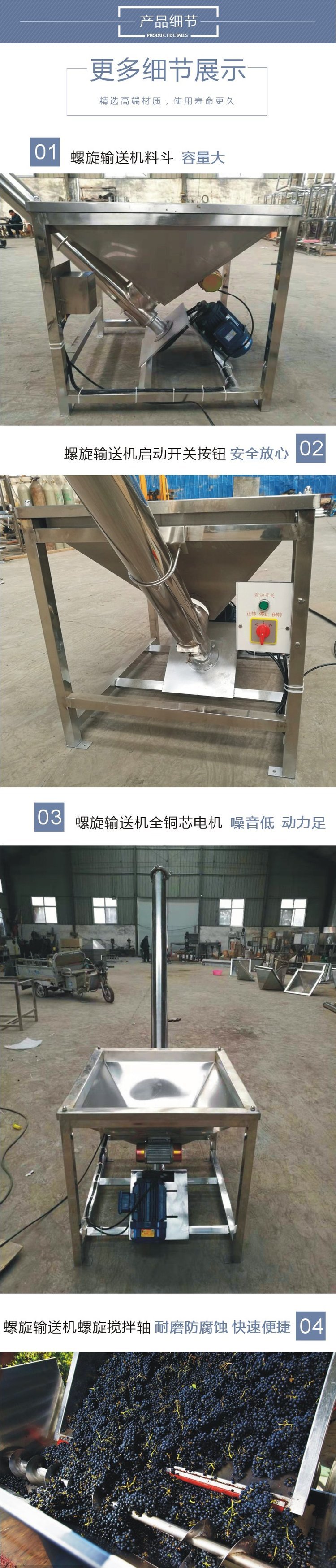
红河螺旋上料机采用304不锈钢材质(食品医药级)或防腐碳钢(化工专用),通过螺旋叶片的旋转摩擦实现物料垂直/倾斜输送。其独特优势包括:
精密密封设计:无缝钢管外壳+法兰连接,杜绝粉尘泄漏,符合GMP、HACCP认证要求,保障食品医药卫生安全。
智能防堵系统:内置振动清料装置与反转排料功能,解决粉体架桥难题,故障率降低70%。
灵活定制能力:支持30°-60°倾角调节,管径114-273mm可选,进出料口位置按产线布局定制。
高效节能运行:能耗比传统设备低40%,空载噪音≤86分贝,配备1.1-3kW变频电机(380V/220V可选)。
螺旋提升机的模块化结构支持快速拆装,维护成本降低50%。
二、技术参数:精准匹配行业需求
| 参数项 | 标准值 | 定制范围 | 行业应用案例 |
|---|---|---|---|
| 输送量 | 1000-3000 kg/h | 0.1-18吨/小时 | 淀粉厂提升效率40% |
| 提升高度 | ≤8米(标准) | 最高100米 | 水泥厂垂直输送 |
| 料斗容积 | 200L | 50-300kg | 制药原料密闭转运 |
| 电机功率 | 1.5-6kW | 0.58-4.03kW | 化工树脂投料 |
| 特殊工况适配 | 防爆/耐200℃/耐腐蚀 | 无轴螺旋防缠绕 | 新能源粉末输送 |
注:螺旋上料机输送能力与物料密度、粒径正相关,选型需结合产线实际。
三、使用场景:多行业自动化升级
食品加工:面粉、糖粉、奶粉的无尘输送,304不锈钢材质保障卫生安全;
化工生产:PVC颗粒、树脂催化剂的安全投料,防爆设计杜绝安全隐患;
制药领域:原料药密闭转运,满足FDA洁净标准;
建材制造:水泥、腻子粉自动化上料,输送效率提升50%;
环保能源:电池粉末、污泥输送,无轴螺旋设计避免堵塞。
案例:某兽药企业采用定制螺旋提升机后,包装效率达2500袋/小时,误差≤±1%。
四、选择红河螺旋上料机的五大理由
经济效益:替代人工搬运,年节省成本超20万元;
交付保障:合同生效10日内发货,紧急订单5天交付;
定制服务:工程师现场测绘→3D建模→72小时试机验收;
长效耐用:耐磨叶片设计,使用寿命超10年;
智能升级:支持料位计联动、物联网远程监控。
螺旋提升机的快拆结构简化清洁流程,食品行业换料清洗时间缩短60%。
总结:螺旋输送设备的战略价值
红河螺旋上料机凭借高效密封、智能防堵、深度定制三大核心优势,已成为化工、食品、制药行业自动化升级的关键设备。其灵活的技术参数(输送量0.1-18吨/小时,高度≤100米)覆盖全场景需求,而螺旋提升机的模块化设计更助力企业快速适配产线变更。选择红河,即是选择:
✓ 生产效率提升40% 的自动化解决方案
✓ 符合国际认证的安全生产保障
✓ 全生命周期成本优化的长期伙伴
立即行动:定制您的行业专属螺旋上料机,开启高效输送新时代!



 客服1
客服1