

在粉剂包装生产线上,螺旋上料机与螺旋提升机作为核心配套设备,凭借其高效、稳定、密封性强的特点,已成为化工、食品、制药等行业实现自动化生产的关键装备。本文将从技术参数、结构原理、应用场景及优势等方面,全面解析这两类设备的功能与价值。
 一、技术参数与性能特点
螺旋上料机与螺旋提升机的技术参数需根据物料特性(如流动性、粒径、黏度)及生产需求定制。以通用型设备为例:
输送能力:1000–3000 kg/h(可定制至12 m³/h)。
电机功率:0.58–4.03 kW,支持AC380V或220V电压。
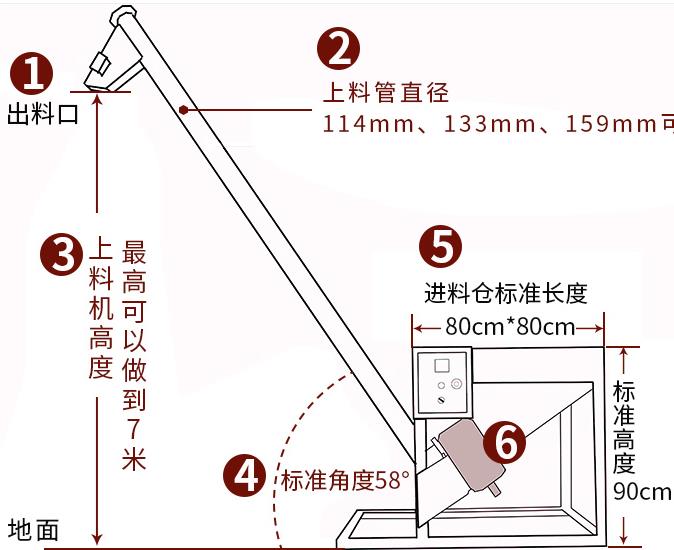
提升高度:常规1.6–2.0米,可定制至5米。
螺旋管径:Φ114–Φ273 mm,适配不同输送量。
密封性:全304不锈钢材质,物料接触面无死角,避免交叉污染。
控制方式:支持时间控制、料位计联动或智能传感器,实现自动化供料。
此外,设备通常配备振动装置,防止物料架桥,并支持螺旋反转排料及快拆结构,便于清理残留物料。
一、技术参数与性能特点
螺旋上料机与螺旋提升机的技术参数需根据物料特性(如流动性、粒径、黏度)及生产需求定制。以通用型设备为例:
输送能力:1000–3000 kg/h(可定制至12 m³/h)。
电机功率:0.58–4.03 kW,支持AC380V或220V电压。
提升高度:常规1.6–2.0米,可定制至5米。
螺旋管径:Φ114–Φ273 mm,适配不同输送量。
密封性:全304不锈钢材质,物料接触面无死角,避免交叉污染。
控制方式:支持时间控制、料位计联动或智能传感器,实现自动化供料。
此外,设备通常配备振动装置,防止物料架桥,并支持螺旋反转排料及快拆结构,便于清理残留物料。
 二、结构设计与工作原理
螺旋上料机与螺旋提升机的核心结构包括驱动电机、减速箱、螺旋叶片、料管及振动料斗。其工作原理基于螺旋叶片的旋转推动物料沿管壁上升或水平输送,具体流程如下:
进料阶段:物料通过振动料斗均匀下沉至螺旋管入口。
输送阶段:螺旋叶片在电机驱动下旋转,将物料连续推送至目标位置(如包装机料仓)。
控料阶段:通过料位传感器或时间控制器调节供料节奏,确保包装精度。
设备采用模块化设计,支持水平、倾斜或垂直安装,适配复杂生产环境。例如,垂直式螺旋提升机适用于空间受限的车间,而无轴螺旋设计可解决黏性物料堵塞问题
。
三、应用场景与行业适配性
食品行业:奶粉、淀粉、调味品等粉剂的自动化供料。
制药行业:药品原料、辅料的密闭输送,符合GMP标准
。
化工行业:农药、化肥、矿物粉等颗粒物料的提升与包装。
农业领域:饲料、种子等散装物料的快速上料
。
以粉剂包装生产线为例,螺旋上料机与包装机联动后,可显著提升效率至1500–2500袋/小时,同时将包装误差控制在±1%以内。
四、设备优势与选型建议
高效稳定:螺旋叶片设计减少物料摩擦,输送速度较传统气动设备提升30%。
灵活定制:料斗容积(50–200L)、管径、倾斜角度(30°–60°)均可按需调整。
维护便捷:快装卡箍连接结构支持快速拆卸清洗,降低停机时间。
安全环保:全封闭结构杜绝粉尘外溢,符合职业健康与环保要求
。
选型时需重点关注物料特性(如流动性、腐蚀性)、输送距离及产能需求。例如,黏性物料需选用无轴螺旋或增加振动频率,而易吸湿物料需加强密封设计
。
五、未来发展趋势
随着智能制造技术的普及,螺旋上料机与螺旋提升机正朝着智能化、节能化方向发展。例如,集成物联网传感器实现远程监控,或采用变频电机降低能耗。此外,针对特殊行业(如高洁净度制药),设备将进一步优化材质与表面处理工艺,满足更高卫生标准。
结语
作为粉剂包装生产线的“动脉”,螺旋上料机与螺旋提升机通过技术创新与定制化设计,持续推动行业降本增效。企业选型时需结合自身需求,与专业厂商深入沟通,以充分发挥设备的性能潜力
二、结构设计与工作原理
螺旋上料机与螺旋提升机的核心结构包括驱动电机、减速箱、螺旋叶片、料管及振动料斗。其工作原理基于螺旋叶片的旋转推动物料沿管壁上升或水平输送,具体流程如下:
进料阶段:物料通过振动料斗均匀下沉至螺旋管入口。
输送阶段:螺旋叶片在电机驱动下旋转,将物料连续推送至目标位置(如包装机料仓)。
控料阶段:通过料位传感器或时间控制器调节供料节奏,确保包装精度。
设备采用模块化设计,支持水平、倾斜或垂直安装,适配复杂生产环境。例如,垂直式螺旋提升机适用于空间受限的车间,而无轴螺旋设计可解决黏性物料堵塞问题
。
三、应用场景与行业适配性
食品行业:奶粉、淀粉、调味品等粉剂的自动化供料。
制药行业:药品原料、辅料的密闭输送,符合GMP标准
。
化工行业:农药、化肥、矿物粉等颗粒物料的提升与包装。
农业领域:饲料、种子等散装物料的快速上料
。
以粉剂包装生产线为例,螺旋上料机与包装机联动后,可显著提升效率至1500–2500袋/小时,同时将包装误差控制在±1%以内。
四、设备优势与选型建议
高效稳定:螺旋叶片设计减少物料摩擦,输送速度较传统气动设备提升30%。
灵活定制:料斗容积(50–200L)、管径、倾斜角度(30°–60°)均可按需调整。
维护便捷:快装卡箍连接结构支持快速拆卸清洗,降低停机时间。
安全环保:全封闭结构杜绝粉尘外溢,符合职业健康与环保要求
。
选型时需重点关注物料特性(如流动性、腐蚀性)、输送距离及产能需求。例如,黏性物料需选用无轴螺旋或增加振动频率,而易吸湿物料需加强密封设计
。
五、未来发展趋势
随着智能制造技术的普及,螺旋上料机与螺旋提升机正朝着智能化、节能化方向发展。例如,集成物联网传感器实现远程监控,或采用变频电机降低能耗。此外,针对特殊行业(如高洁净度制药),设备将进一步优化材质与表面处理工艺,满足更高卫生标准。
结语
作为粉剂包装生产线的“动脉”,螺旋上料机与螺旋提升机通过技术创新与定制化设计,持续推动行业降本增效。企业选型时需结合自身需求,与专业厂商深入沟通,以充分发挥设备的性能潜力



 客服1
客服1