

在现代化工、食品等连续性生产领域,变频螺旋上料机凭借高精度输送和智能化控制,成为物料搬运的核心设备。本文结合技术参数、应用场景与核心优势,为您解析这款高效装备如何赋能产业升级。

一、产品核心特点
智能变频控制
通过变频器精准调节电机转速,实现输送量无级调节(0.5-8吨/小时),适配不同物料流动性。例如在食品行业输送砂糖时,可避免结块;化工颗粒输送时减少破碎率。设备运行噪音低(<65分贝),符合环保标准。全密封防污染设计
采用304不锈钢材质(可选316L食品级),密封式管道杜绝粉尘外泄,满足GMP和HACCP认证要求。化工行业中输送腐蚀性物料时,耐腐蚀性提升60%。模块化灵活适配
支持垂直、倾斜、水平多角度输送(30°-90°可调),提升高度覆盖1.6-20米。例如垂直螺旋提升机节省占地面积,水平螺旋上料机无缝对接混合设备。
二、技术参数详解
(基于行业通用标准,支持定制)
| 参数项 | 标准范围 | 定制扩展 |
|---|---|---|
| 输送量 | 1000-3000 kg/h | 最高8000 kg/h |
| 电机功率 | 0.58-5.5 kW | 1.1-7.5 kW(防爆款) |
| 管径规格 | Φ114-Φ219 mm | Φ76-Φ273 mm |
| 料仓容量 | 100-200 L | 50-300 L |
| 电源电压 | 380V/50Hz | 220V/60Hz可选 |
| (数据综合自) |
注:针对黏性物料(如食品酱料),可选配振动电机防堵料;针对高温场景(<80℃),升级耐热轴承。
三、典型应用场景
化工行业
粉体输送:碳黑、催化剂等易扬尘物料,密封式螺旋上料机减少粉尘爆炸风险。
颗粒包装:PE颗粒自动喂料至包装线,输送精度达±2%,年节省人工成本30%。
食品制药
原料提升:面粉、淀粉垂直输送至搅拌罐,避免二次污染。
成品分装:螺旋提升机联动灌装机,实现3000袋/小时的全自动流水线。
环保建材
木屑、再生塑料颗粒输送,耐磨损螺旋叶片寿命达5万小时以上。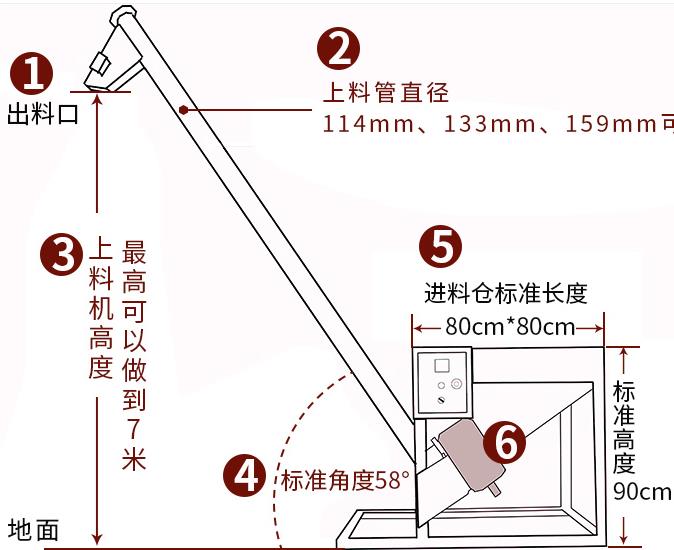
四、四大购买理由
效能倍增:比传统气力输送节能40%,故障率降低70%。
一键管控:PLC编程集成(选配),实现定时定量供料,减少人工干预。
快速回报:6-12个月收回投资成本(以年产1万吨生产线为例)。
售后无忧:核心部件(电机/轴承)3年质保,全国48小时响应。
五、总结
变频螺旋上料机通过智能化、密封化、模块化设计,彻底解决化工食品行业的物料输送痛点。其灵活的参数定制(输送量/高度/材质)与螺旋提升机的协同应用,将为企业提供高效、环保、低耗的完整解决方案。选择专业设备,即是选择持续增长的生产力引擎!



 客服1
客服1