

在化工、食品、制药等行业中,粉体物料的高效、稳定输送是生产流程的核心环节。粉剂螺旋输送机(Screw Conveyor)凭借其结构紧凑、密封性强、操作便捷等优势,已成为行业首选设备。本文将从产品特点、技术参数、应用场景及购买理由四大维度,为您解析这款工业级粉体输送设备的价值与应用。

一、产品特点:高效密封,适应多场景需求
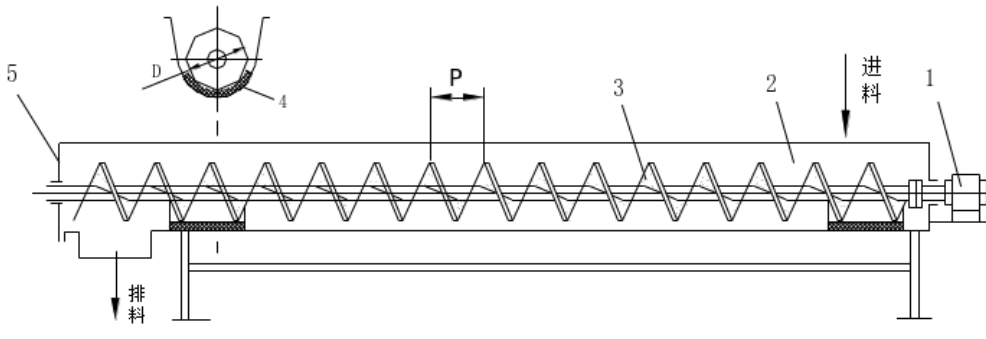
高效稳定输送
粉剂螺旋输送机通过旋转螺旋叶片将物料沿机壳推移,实现水平、倾斜或垂直方向的连续输送。其刚性传动轴设计确保物料在输送过程中不易破碎,尤其适用于化工行业中的腐蚀性物料(如酸碱溶液)及食品行业的高纯度粉体(如奶粉、糖粉)。全封闭结构,防尘环保
采用不锈钢材质(如304不锈钢)制造,有效防止粉尘外溢,改善作业环境。在食品加工中,其密封性可避免交叉污染,符合GMP认证要求。灵活定制,适配多种物料
设备可根据物料特性(如粘性、粒径、温度)及生产需求定制,例如带式螺旋适用于粘性物料,实体螺旋适合干燥颗粒。智能控制,提升自动化水平
配套调速电机或PLC控制系统,实现定量喂料、自动启停,减少人工干预,提升生产效率。
二、技术参数:精准匹配生产需求
核心性能指标
输送能力:1000–3000 kg/h(根据螺旋直径Φ114–Φ273 mm)。
电机功率:0.58–4.03 kW(单端/双端驱动)。
输送长度:4–70米(单端驱动)或更长(双端驱动)。
螺旋直径:Φ100–Φ1250 mm(可定制)。
关键结构设计
螺旋叶片类型:实体螺旋、带式螺旋、叶片螺旋(适用于不同物料特性)。
密封性:尾部轴承采用滑动轴承+防尘密封,减少粉尘泄漏。
材质选择:304/316不锈钢、碳钢(耐腐蚀性)。
三、使用场景:覆盖化工、食品、制药等多领域
化工行业
用于输送水泥、煤粉、化肥等颗粒物料,尤其适用于高温(≤200℃)或易结块物料的垂直输送。
带式螺旋设计可避免粘附性物料堵塞,保障生产连续性。
食品行业
适用于奶粉、糖粉、谷物等粉体的自动化供料,确保卫生与安全。
全封闭结构可防止交叉污染,满足FDA、HACCP等认证要求。
制药行业
精密计量螺旋输送机可实现药品原料的定量输送,误差控制在±0.5%以内。
与振动筛、称重设备联动,提升包装精度与效率。
其他行业
建材、冶金、农业等领域用于散装物料的快速上料。
四、购买理由:选型无忧,服务保障
技术优势显著
结构简单、维护成本低,运行噪音小,适合长时间连续作业。
多点进料/卸料设计,灵活适应不同工艺布局。
定制化服务完善
提供不锈钢/碳钢材质、不同螺旋直径、输送长度及驱动方式的定制方案。
支持防爆处理、耐高温设计,满足特殊工况需求。
售后服务专业
提供安装调试、故障排查及定期维护服务,确保设备长期稳定运行。
与国内外知名厂商合作,提供ISO9001认证及技术升级支持。
结语:选择粉剂螺旋输送机,驱动产业升级
在化工、食品、制药等行业,粉剂螺旋输送机(Screw Conveyor)不仅是物料输送的核心设备,更是提升生产效率与产品质量的关键工具。通过高效密封设计、灵活定制能力及完善的售后服务,它为各行业提供了一体化解决方案。无论是化工厂的高温物料输送,还是食品厂的卫生级供料,亦或是制药厂的精确计量,粉剂螺旋输送机都能以卓越性能满足需求。
立即联系专业厂商,获取定制化方案与技术参数,让您的生产流程更高效、更安全!



 客服1
客服1